Escalating landfill saturation has become a structural constraint for modern waste management systems. Conventional disposal pathways struggle to absorb rising volumes of plastic residues, end-of-life tires, and contaminated industrial solids. Under these conditions, thermochemical conversion emerges as a pragmatic intervention, repositioning non-recyclable waste as a secondary resource rather than a terminal burden.
Landfill Diversion Through Thermochemical Conversion
A pyrolysis plant operates under oxygen-limited conditions, decomposing complex polymers into lower-molecular-weight fractions. This process directly interrupts the landfill trajectory by diverting materials that are otherwise resistant to mechanical recycling. Plastics, rubber compounds, and composite wastes undergo depolymerization, yielding recoverable energy carriers and solid carbonaceous by-products. The net effect is volumetric reduction combined with material valorization, a dual outcome rarely achieved by traditional treatment routes.
Functional Outputs and Energy Substitution
One of the principal outputs is liquid hydrocarbon, often refined or utilized as industrial fuel. A pyrolysis oil plant converts heterogeneous waste streams into a combustible fraction capable of displacing fossil-derived fuels in boilers, kilns, or further upgrading units. This substitution effect extends the impact beyond waste reduction, embedding pyrolysis within broader energy transition frameworks. Short carbon chains provide calorific density; heavier fractions offer stability in storage and transport.
Plastic Waste and Fuel Recovery Pathways
Plastic waste represents a disproportionate share of landfill mass due to its persistence and low degradation rate. A plastic to fuel machine addresses this imbalance by transforming mixed or contaminated plastics into usable fuel without the stringent sorting requirements of mechanical recycling. Polyolefins, polystyrene, and multilayer films can be processed together, mitigating pre-treatment complexity while stabilizing throughput. This adaptability enhances operational resilience in regions with inconsistent waste segregation.
Tire Management and High-Volume Waste Streams
Discarded tires present both logistical and environmental challenges, occupying substantial landfill space and posing long-term fire risks. A waste tire pyrolysis plant converts vulcanized rubber into oil, recovered carbon black, and steel wire. Each output has an established industrial application, enabling near-complete material recovery. The reduction in bulk volume significantly alleviates landfill pressure while addressing a waste category that is globally under-managed.
Integration With Advanced Thermal Treatment
In industrial remediation contexts, pyrolysis is often complementary to a thermal desorption plant. While thermal desorption targets volatile contaminants in soils or sludges, pyrolysis can subsequently treat residual solids, ensuring comprehensive waste minimization. This sequential integration improves overall system efficiency and reduces the dependency on off-site disposal. The result is a closed-loop approach that aligns with increasingly stringent environmental compliance requirements.
Strategic Implications for Waste Infrastructure
Beyond individual facilities, pyrolysis technology reshapes waste infrastructure planning. By decentralizing treatment capacity and converting liabilities into inputs, landfill dependency is structurally reduced rather than temporarily deferred. The role of a pyrolysis plant thus extends from waste processing to systemic mitigation, addressing both spatial constraints and resource inefficiencies within modern waste economies.
Across the world, the movement toward sustainable agriculture and carbon-neutral technologies has brought renewed attention to the transformation of biomass into valuable products like biochar. Though the principle behind this technology remains consistent—converting organic waste into a stable carbon form through pyrolysis—the terms used to describe the machines and processes vary widely. Understanding these expressions not only enriches technical knowledge but also helps connect researchers, manufacturers, and environmental advocates in the global sustainability network.
The Evolution of Biochar Equipment Terminology
Over the past two decades, the development of machinery for biomass carbonization has expanded dramatically. Early designs were often simple kilns or pits used for small-scale production. As technology advanced, more sophisticated systems emerged with higher efficiency, safety, and environmental performance. This led to a wide variety of expressions in use today, reflecting different engineering designs, cultural preferences, and marketing strategies. Some professionals refer to these systems as biochar production machine, while others emphasize the pyrolysis process itself and use the phrase biochar pyrolysis equipment.
Regional Expressions and Technical Variations
In Asia, particularly in countries like China, Japan, and India, the focus often lies on high-efficiency thermal systems that can handle diverse biomass inputs such as rice husks, coconut shells, bamboo, and wood chips. The term carbonization machine is commonly used in this region. It highlights the carbon-forming process rather than the end product. Manufacturers in these markets typically emphasize energy-saving designs, emission control, and continuous feeding systems to meet industrial and agricultural needs.
In Europe, environmental compliance and circular economy principles dominate the discourse. Companies and research institutions prefer the term “pyrolysis plant” to align with EU terminology and regulatory frameworks. These systems often include advanced emission filtration, automatic temperature control, and integration with energy recovery systems to produce heat or bio-oil alongside biochar.
North American users, on the other hand, often use the word “biochar kiln” for small-scale or artisanal setups and “biochar reactor” for industrial installations. The flexibility in naming reflects a diverse user base—from individual farmers experimenting with carbon-negative soil amendments to large-scale enterprises processing municipal green waste.
From Raw Biomass to Renewable Carbon
Regardless of terminology, the essential process remains similar. Biomass such as crop residues, wood, or animal manure is fed into a sealed chamber where it undergoes pyrolysis—thermal decomposition in the absence of oxygen. The result is a stable carbon-rich product that improves soil structure, enhances nutrient retention, and sequesters carbon for centuries. Meanwhile, the gases and vapors released during this process can be captured and converted into energy, creating a closed-loop, sustainable system.
Modern machinery integrates automation, emission monitoring, and energy recovery to maximize efficiency. Systems such as those developed by Beston Group Co., Ltd. exemplify this innovation. Their designs feature continuous operation, customizable feedstocks, and strict compliance with environmental standards, ensuring the technology can be adapted for different industrial applications and regional conditions.
Global Collaboration in the Biochar Industry
Language differences in the biochar field highlight both regional identity and innovation diversity. Global companies and organizations play a crucial role in unifying standards and sharing expertise. Collaboration among manufacturers, environmental agencies, and academic institutions ensures that best practices are implemented worldwide. As sustainability goals become more ambitious, consistent terminology will help harmonize efforts toward carbon neutrality and ecological restoration.
Future Trends and the Power of Terminology
The future of biomass carbonization technology lies in automation, scalability, and energy integration. As artificial intelligence and smart sensors become standard features, machine efficiency and output predictability will improve. At the same time, clear and accessible language will be essential for communicating the benefits of these innovations to farmers, investors, and policymakers. Terms like biochar production machine and biochar pyrolysis equipment may evolve further as technology integrates more renewable systems such as solar preheating or biogas recirculation.
Conclusion
The varied expressions used to describe biochar production technologies are more than linguistic differences—they represent the richness of innovation, culture, and purpose that drive sustainable progress around the globe. From compact carbonization units to large-scale pyrolysis facilities, each machine embodies a shared commitment to circular resource use and carbon sequestration. As environmental challenges grow more complex, this shared vocabulary of sustainability will continue to bridge communities and foster global collaboration.
The quest for sustainable and economically viable energy sources has led to a resurgence of interest in pyrolysis oil. This derivative of the pyrolysis process, derived from a variety of feedstocks including plastics, tires, and oil sludge, holds promise as a commercial energy source. In this exploration, we unravel the economic intricacies surrounding pyrolysis oil, delving into the diverse applications facilitated by pyrolysis plant.
Unveiling the Pyrolysis Process
Before delving into the economic landscape, understanding the fundamentals of the pyrolysis process is pivotal. Pyrolysis involves the thermal decomposition of organic materials in the absence of oxygen, leading to the formation of liquid, gas, and solid byproducts. In the context of energy production, the liquid byproduct is what we refer to as pyrolysis oil.
Pyrolysis Plant: Catalyzing Energy Transformation
Pyrolysis plant serves as the crucible where this transformative process unfolds. Whether it’s a waste plastic pyrolysis plant, a waste tyre pyrolysis plant, or one designed specifically for handling oil sludge, these facilities are the linchpin in harnessing the economic potential of pyrolysis oil.
Economic Dynamics of Pyrolysis Oil
Fueling Energy Demand
The economic viability of pyrolysis oil hinges on its versatility as a fuel. With the escalating demand for alternative energy sources, pyrolysis oil steps into the spotlight. Its composition, enriched with hydrocarbons, makes it an attractive option for combustion in industrial settings. The potential to substitute or blend with traditional fuels positions pyrolysis oil as a compelling player in the energy market.
Industrial Applications: A Multifaceted Approach
Pyrolysis oil transcends the realm of mere fuel, finding applications in diverse industrial processes. Its utility extends to heating, electricity generation, and even as a raw material in chemical synthesis. The economic dividends of this versatility become apparent as industries seek cost-effective and sustainable alternatives to traditional energy sources.
The ubiquity of plastic waste has spurred interest in waste plastic pyrolysis plant. These facilities not only contribute to waste management but also generate pyrolysis oil from discarded plastics. The economic attractiveness lies in the dual benefit of waste reduction and energy production. As environmental regulations tighten, the economic feasibility of such plants becomes more pronounced.
Waste Tyre Pyrolysis Plant: Transforming Tires into Energy
Similarly, waste tyre pyrolysis plant offer a solution to the mounting issue of tire disposal. By converting used tires into valuable pyrolysis oil, these plants create an economic avenue from a traditionally challenging waste stream. The economic viability is further accentuated by the potential to recover other valuable byproducts, such as carbon black.
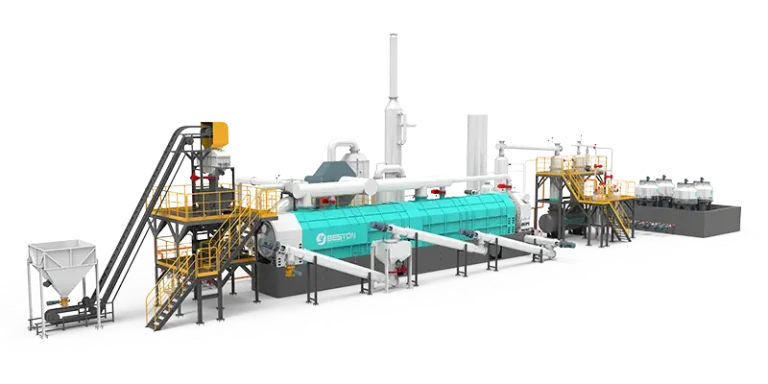
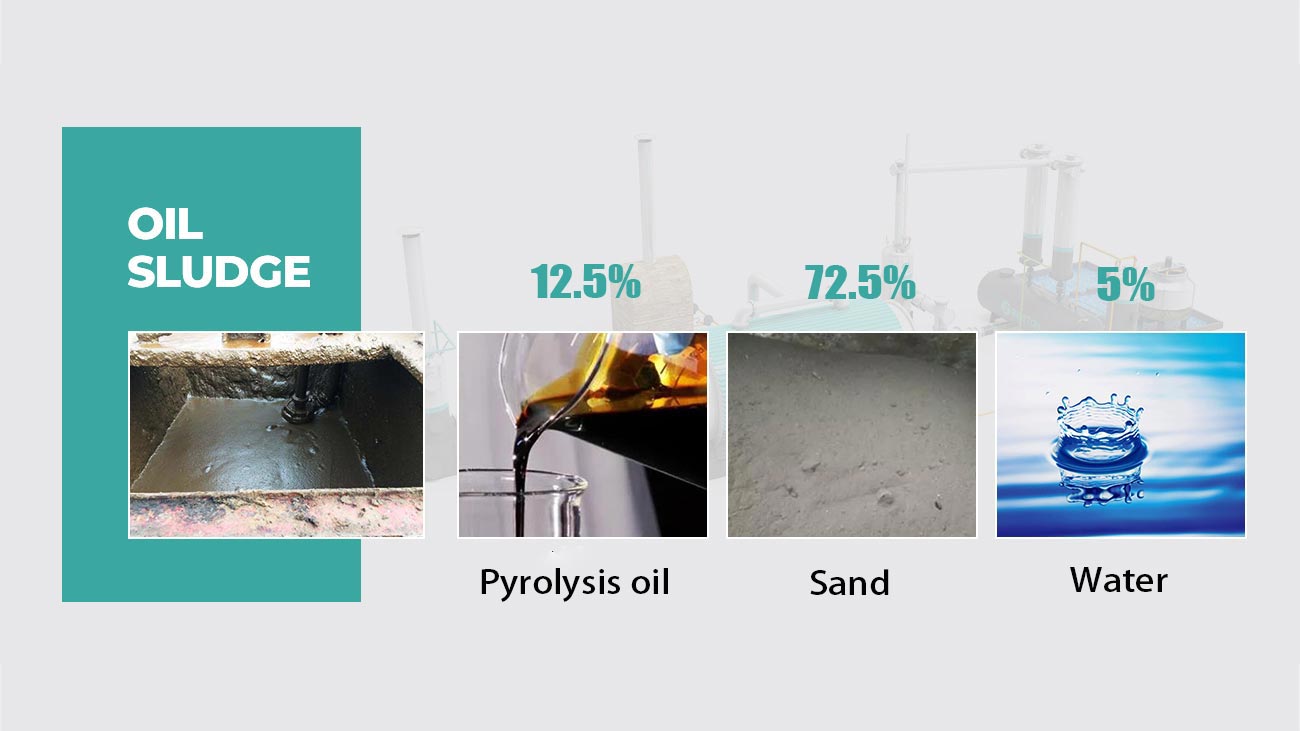
Oil Sludge Pyrolysis Plant for Sale: Extracting Value from Sludge
The disposal of oil sludge presents environmental and economic challenges. Oil sludge treatment plant for sale emerge as a pragmatic solution, turning an environmental liability into an economic asset. By extracting pyrolysis oil from oil sludge, these plants not only contribute to waste reduction but also provide an economically viable method for managing oil-contaminated waste.
Waste Rubber Pyrolysis Plant: A Niche in Rubber Recycling
In the realm of rubber recycling, waste rubber pyrolysis plant carve a niche by converting discarded rubber products into valuable pyrolysis oil. The economic viability of such plants is underscored by their role in mitigating the environmental impact of rubber waste while generating a valuable energy resource.
Challenges and Future Prospects
While the economic potential of pyrolysis oil is evident, challenges persist in scaling up and optimizing pyrolysis plant. The capital-intensive nature of these facilities, coupled with the need for advanced technologies, poses economic hurdles. However, ongoing research and technological advancements offer a glimpse into a future where pyrolysis oil becomes an integral component of the global energy matrix.
Technological Innovations: Paving the Way Forward
The landscape of pyrolysis plant is evolving with technological innovations aimed at improving efficiency and reducing operational costs. Advancements in catalyst development, process optimization, and integration of modular systems enhance the economic viability of pyrolysis oil production.
The utilization of palm kernel shells (PKS) for BBQ charcoal production represents a significant commercial opportunity. This venture leverages a readily available biomass waste to produce high-value products while contributing to environmental sustainability. This analysis delves into the commercial value of a palm kernel shell BBQ charcoal project, exploring its economic potential, market dynamics, and operational considerations.
Economic Potential
The palm kernel shell BBQ charcoal project capitalizes on the abundant availability of palm kernel shells, a byproduct of palm oil production. These shells, often regarded as agricultural waste, have substantial economic value when processed into BBQ charcoal. The primary economic benefits include cost efficiency, market demand, and profit margins.
Cost Efficiency
The conversion of palm kernel shells into BBQ charcoal is cost-effective due to the low cost of raw materials. PKS is generally considered a waste product, which reduces the initial investment in feedstock. Additionally, the operational costs of processing PKS are relatively low, as the shells require minimal preprocessing compared to other biomass sources.
The primary equipment used in this process is the charcoal machine. This machine facilitates the pyrolysis of PKS, transforming it into high-quality charcoal. The efficiency of the charcoal machine plays a crucial role in minimizing operational costs and maximizing output.
Market Demand
The demand for BBQ charcoal has experienced steady growth due to its widespread use in outdoor cooking and grilling. Consumers increasingly seek eco-friendly and sustainable alternatives, making palm kernel shell BBQ charcoal an attractive option. The product’s appeal is further enhanced by its low smoke and ash production, which aligns with contemporary environmental and health considerations.
Palm kernel shell BBQ charcoal also benefits from a niche market segment that values the use of renewable resources. This demographic is willing to pay a premium for products that contribute to environmental conservation, thereby increasing the commercial viability of the project.
Profit Margins
The profitability of a palm kernel shell BBQ charcoal project is influenced by several factors, including production efficiency, market pricing, and scale of operation. The low cost of raw materials, combined with efficient charcoal production processes, contributes to favorable profit margins. Moreover, the ability to tap into a growing market demand for eco-friendly products further enhances profitability.
Market Dynamics
The market dynamics of palm kernel shell BBQ charcoal involve understanding the competitive landscape, market trends, and distribution channels. This section examines these aspects to provide a comprehensive view of the project’s commercial potential.
Competitive Landscape
The market for BBQ charcoal machine is competitive, with numerous players offering various types of charcoal products. However, palm kernel shell BBQ charcoal distinguishes itself through its sustainability credentials and environmental benefits. By emphasizing the eco-friendly nature of PKS charcoal, producers can differentiate their products in a crowded market.
Key competitors include traditional hardwood charcoal producers and other biomass-based charcoal manufacturers. While these competitors offer established products, palm kernel shell BBQ charcoal can leverage its unique selling propositions to capture market share.
Market Trends
Recent trends in the BBQ charcoal market highlight a growing consumer preference for sustainable and natural products. This shift is driven by increasing environmental awareness and the desire for healthier cooking options. Palm kernel shell BBQ charcoal aligns with these trends, offering a renewable and low-emission alternative to conventional charcoal products.
Additionally, the rise of online retail platforms and e-commerce has expanded market reach and consumer access. Producers can capitalize on these trends by establishing a strong online presence and leveraging digital marketing strategies to reach a broader audience. If you have any questions about this project, please consult Beston Henan.
Distribution Channels
Effective distribution is crucial to the success of a palm kernel shell BBQ charcoal project. The primary distribution channels include direct sales, retail partnerships, and online platforms. Each channel offers distinct advantages and requires tailored strategies to maximize reach and profitability.
Direct sales to consumers can provide higher profit margins and foster customer relationships. Retail partnerships with specialty stores and supermarkets can enhance product visibility and accessibility. Online platforms offer a scalable distribution model, allowing producers to tap into a global market.
Operational Considerations
Successful execution of a palm kernel shell BBQ charcoal project requires careful attention to operational aspects. These include raw material procurement, processing technology, and quality control.
Raw Material Procurement
Sourcing palm kernel shells involves establishing reliable supply chains with palm oil producers. Developing strong partnerships and agreements can ensure a consistent supply of raw materials. Additionally, exploring local and regional sources can reduce transportation costs and enhance sustainability.
Processing Technology
The efficiency of the charcoal machine is critical to the project’s success. The machine’s performance impacts both production efficiency and product quality. Regular maintenance and technological upgrades can optimize processing and ensure consistent output.
The pyrolysis process, which transforms PKS into charcoal, requires precise control of temperature and time to achieve the desired quality. Advanced palm kernel shell charcoal machine incorporates automation and monitoring systems to enhance process control and reduce variability.
Quality Control
Maintaining high-quality standards is essential for product consistency and customer satisfaction. Quality control measures should encompass raw material inspection, process monitoring, and final product testing. Ensuring that the BBQ charcoal meets industry standards and consumer expectations will strengthen market position and foster brand loyalty.
Conclusion
The palm kernel shell BBQ charcoal project offers substantial commercial value through cost efficiency, market demand, and profit potential. By leveraging the abundance of palm kernel shells and addressing operational considerations, producers can capitalize on a growing market for sustainable BBQ products. With strategic attention to market dynamics and effective distribution, this project presents a viable and lucrative business opportunity.
Plastic waste is a global environmental crisis, with millions of tons of plastic ending up in landfills and oceans each year. Traditional methods of managing plastic waste, such as recycling and incineration, have limitations and often fail to address the sheer volume of plastic produced. One promising solution that has garnered attention is the conversion of plastic to oil through a process known as pyrolysis. This blog explores the technology behind plastic-to-oil conversion, its benefits, challenges, and its potential to revolutionize waste management and energy production.
Understanding Pyrolysis
Pyrolysis is a thermochemical process that decomposes organic materials at high temperatures in the absence of oxygen. When applied to plastic waste, pyrolysis breaks down long-chain polymers into smaller hydrocarbons, resulting in products like synthetic oil, gas, and char. This process of plastic to oil plant not only helps in managing plastic waste but also produces valuable products that can be used as alternative energy sources.
The Pyrolysis Process
The pyrolysis process involves several stages:
Feedstock Preparation: Plastic waste is collected, sorted, and pre-processed (e.g., shredded) to ensure uniformity and remove contaminants.
Heating and Decomposition: The prepared plastic is fed into a pyrolysis reactor, where it is heated to temperatures between 400°C and 600°C in an oxygen-free environment. This causes the plastic to decompose into smaller molecules.
Condensation: The gaseous products from the reactor are cooled and condensed into liquid oil.
Separation and Refining: The resulting liquid is separated into different fractions, such as fuel oil and diesel, through distillation and refining processes.
By-products Management: Non-condensable gases are collected and can be used to fuel the pyrolysis process, while char can be utilized in various applications, including as a soil amendment or in construction materials.
Benefits of Converting Plastic to Oil
The conversion of plastic waste to oil offers several environmental and economic benefits:
1. Waste Reduction
Plastic-to-oil technology provides an effective method to manage and reduce the volume of plastic waste. By diverting plastic from landfills and oceans, it helps mitigate environmental pollution and its associated impacts on wildlife and ecosystems.
2. Resource Recovery
Pyrolysis transforms plastic waste into valuable resources. The synthetic oil produced from plastic to fuel machine can be used as a substitute for conventional fossil fuels in various applications, including transportation, power generation, and industrial processes. This not only provides a new source of energy but also reduces the dependency on non-renewable resources.
3. Carbon Footprint Reduction
Compared to traditional incineration, pyrolysis generates fewer greenhouse gas emissions. Additionally, using synthetic oil derived from plastic waste can offset the carbon emissions associated with the extraction and refining of crude oil, contributing to a reduction in the overall carbon footprint.
4. Economic Opportunities
The plastic-to-oil industry has the potential to create new economic opportunities and jobs. From the collection and sorting of plastic waste to the operation and maintenance of pyrolysis plants, this emerging sector can stimulate local economies and provide employment in various roles.
Challenges and Considerations
While plastic-to-oil conversion holds significant promise, it also faces several challenges that need to be addressed:
1. Feedstock Variability
The composition of plastic waste can vary widely, affecting the efficiency and consistency of the pyrolysis process. Different types of plastics (e.g., polyethylene, polypropylene, polystyrene) decompose at different rates and temperatures, requiring careful feedstock management and preprocessing.
2. Technological Barriers
The development and optimization of pyrolysis technology involve significant technical challenges. Ensuring consistent quality of the produced oil, managing by-products, and improving energy efficiency are key areas that require ongoing research and innovation.
3. Economic Viability
The economic feasibility of plastic-to-oil conversion depends on several factors, including the cost of plastic waste collection and preprocessing, the capital and operational costs of pyrolysis plants, and market prices for synthetic oil and other by-products. Achieving a balance between costs and revenues is crucial for the long-term sustainability of this technology.
4. Regulatory and Policy Frameworks
Supportive regulatory and policy frameworks are essential to promote the adoption of plastic-to-oil technology of Beston plastic pyrolysis plant. This includes incentives for waste collection and recycling, subsidies for renewable energy production, and regulations that ensure environmental and safety standards are met.
Case Studies and Success Stories
Several companies and research institutions around the world are pioneering the plastic-to-oil technology, demonstrating its potential and scalability. Here are a few notable examples:
1. Plastic Energy
Plastic Energy, a UK-based company, operates commercial-scale plants in Spain that convert plastic waste into TACOIL, a synthetic oil used as a feedstock for producing new plastics. Their process can handle a wide range of plastic types and has been recognized for its environmental benefits.
2. Agilyx
Agilyx, an American company, specializes in converting mixed waste plastics into synthetic crude oil. Their technology can process difficult-to-recycle plastics, such as polystyrene and mixed polymers, providing a solution for plastics that typically end up in landfills.
3. Brightmark Energy
Brightmark Energy, based in the United States, has developed a comprehensive approach to plastic waste management. Their plant in Indiana can convert 100,000 tons of plastic waste per year into fuel and wax products. Brightmark’s integrated model includes waste collection, processing, and conversion, showcasing the potential for large-scale operations.
The Future of Plastic-to-Oil Technology
The future of plastic-to-oil technology looks promising, with ongoing advancements and increasing interest from both public and private sectors. Several trends and developments are likely to shape its trajectory:
1. Technological Innovations
Continued research and development efforts are expected to enhance the efficiency, scalability, and economic viability of pyrolysis technology. Innovations in reactor design, catalyst development, and process optimization will play a crucial role in overcoming current limitations and improving the overall performance of plastic-to-oil conversion.
2. Integration with Circular Economy Models
Plastic-to-oil technology aligns well with the principles of the circular economy, where waste is viewed as a resource to be reused and recycled. By converting plastic waste into valuable products, this technology can contribute to closing the loop on plastic waste and promoting sustainable resource management.
3. Policy Support and Industry Collaboration
Governments and regulatory bodies are increasingly recognizing the importance of supporting innovative waste management solutions. Policies that incentivize the adoption of plastic-to-oil technology, coupled with industry collaboration and partnerships, can drive the widespread implementation and scaling of this technology.
4. Public Awareness and Consumer Behavior
Raising public awareness about the environmental impact of plastic waste and the benefits of plastic-to-oil technology can drive consumer demand for sustainable products and practices. Educating consumers about the importance of proper waste segregation and recycling can also enhance the quality of feedstock for pyrolysis plants.
Conclusion
Converting plastic waste to oil through pyrolysis offers a viable and sustainable solution to the growing plastic waste problem. By transforming discarded plastics into valuable energy resources, this technology not only addresses environmental concerns but also provides economic opportunities and contributes to energy security. However, realizing the full potential of plastic-to-oil conversion requires overcoming technical, economic, and regulatory challenges. With continued innovation, supportive policies, and collaborative efforts, plastic-to-oil technology can play a pivotal role in creating a sustainable future and mitigating the environmental impact of plastic waste. As the world seeks to transition to a more circular economy, the importance of innovative waste management solutions like plastic-to-oil conversion cannot be overstated. Get related information from Beston Group Co., Ltd.
In the realm of thermal desorption systems, regulatory standards serve as the guiding beacon, shaping the very essence of design and operation. These standards, often established by environmental agencies, delineate the permissible limits and requirements for emissions, waste disposal, and overall environmental impact. The stringent nature of these standards necessitates meticulous attention to detail in both the conception and execution of thermal desorption equipment.
Engineering Efficiency: The Role of Regulatory Compliance
Thermal desorption unit, commonly abbreviated as TDUs, are intricate apparatuses engineered to facilitate the remediation of contaminated soil, sludge, and drill cuttings. The amalgamation of advanced technology and regulatory compliance underscores every facet of their design and operation. From inception to implementation, adherence to regulatory standards is paramount.
Design Dynamics: Harmonizing Innovation and Regulation
The design phase of a thermal desorption plant is a meticulous process, wherein engineers meticulously dissect regulatory guidelines to integrate them seamlessly into the blueprint. Factors such as emission limits, energy efficiency, and waste management protocols dictate the specifications of the pyrolysis equipment. Innovations in thermal desorption unit price must be balanced with adherence to regulatory mandates to ensure both economic viability and environmental responsibility.
Operational Integrity: Ensuring Compliance in Action
During the operation of a continuous/batch pyrolysis plant, a thermal desorption unit for sale, regulatory standards continue to exert their influence, guiding every operational decision. Monitoring systems are implemented to track emissions and ensure compliance with established limits. Additionally, operational protocols are devised to optimize efficiency while minimizing environmental impact. The symbiotic relationship between regulation and operation is integral to the sustainable function of these units.
One area where regulatory standards wield considerable influence is in the treatment of thermal desorption unit for drill cuttings. Drill cuttings, laden with hydrocarbons and other contaminants, pose a significant environmental risk if not properly remediated. Regulatory bodies mandate specific treatment processes and emission thresholds for these materials, driving innovation in Tdu unit technology.
Market Dynamics: Regulatory Impact on Industry Trends
The interplay between regulatory standards and thermal desorption equipment extends beyond the confines of individual units. Industry-wide regulations shape market trends, driving demand for more efficient, environmentally friendly solutions. Manufacturers of thermal desorption plants must continually adapt to evolving standards, integrating new technologies and methodologies to meet regulatory requirements.
Conclusion: Forging a Path of Sustainability
In conclusion, regulatory standards are the cornerstone upon which the design and operation of thermal desorption units are built. From the conceptualization of equipment to its day-to-day operation, adherence to these standards is non-negotiable. As environmental consciousness continues to grow, regulatory mandates will only become more stringent, necessitating ongoing innovation in thermal desorption unit technology. Only by embracing and exceeding these standards can the industry ensure both environmental sustainability and operational efficacy. Let us assist you further at Beston Company.
In the realm of industrial waste management, oil sludge pyrolysis plant emerges as a cutting-edge solution offering numerous advantages for the treatment of oil-based cutting waste. Pyrolysis technology, driven by thermochemical decomposition, presents a sustainable and efficient approach to mitigate environmental risks associated with oil-based cutting waste while simultaneously recovering valuable resources. This article explores the multifaceted benefits of pyrolysis technology in the treatment of oil-based cutting waste, elucidating its significance in the context of environmental stewardship and resource conservation.
Understanding Pyrolysis Technology
Pyrolysis, involves the thermal decomposition of organic materials in the absence of oxygen. This process initiates the breakdown of complex hydrocarbons present in oil-based cutting waste, resulting in the formation of useful byproducts such as biochar, bio-oil, and syngas. Operating within controlled conditions, oil sludge pyrolysis plant, also called a thermal desorption unit, utilizes elevated temperatures to facilitate the conversion of oil-based cutting waste into valuable products, thereby mitigating environmental pollution and promoting resource recovery.
Environmental Sustainability
One of the primary advantages of oil sludge pyrolysis plant lies in its contribution to environmental sustainability through the effective treatment of oil-based cutting waste. Traditional methods of waste disposal, such as landfilling or incineration, pose significant environmental risks, including soil and water contamination, air pollution, and depletion of natural resources. Pyrolysis technology offers a cleaner and more sustainable alternative by converting hazardous oil-based cutting waste into valuable resources without generating harmful emissions or contributing to landfill accumulation. By harnessing the potential of pyrolysis, industries can minimize their environmental footprint and adhere to stringent regulatory standards governing waste management practices. Beston Group Co., Ltd., as an expert in solid waste recycling, has been committed to the eco-friendly recycling of oily waste. If you have any relevant questions, please feel free to consult.
Resource Recovery
Pyrolysis technology facilitates the recovery of valuable resources from oil-based cutting waste, thereby enhancing resource efficiency and promoting circular economy principles. Biochar, a carbon-rich solid residue produced during pyrolysis, holds promise as a soil amendment for enhancing soil fertility, moisture retention, and carbon sequestration. Bio-oil, a liquid fraction obtained from pyrolysis, can be utilized as a renewable fuel source or feedstock for the production of biofuels and specialty chemicals. Additionally, syngas, a gaseous mixture rich in hydrogen and carbon monoxide, can be utilized for heat and power generation or as a precursor for industrial processes. By valorizing oil-based cutting waste through pyrolysis, industries can reduce their dependence on virgin resources and foster a more sustainable approach to waste management.
Energy Efficiency
The energy efficiency of oil sludge pyrolysis plant contributes to its attractiveness as a waste treatment solution for oil-based cutting waste. Pyrolysis processes are inherently energy-efficient, requiring minimal external energy input once initiated. Moreover, the combustion of pyrolysis byproducts, such as syngas, can be utilized to generate heat and electricity, thereby offsetting energy consumption and enhancing overall process efficiency. Additionally, advancements in pyrolysis technology, such as integrated heat recovery systems and process optimization strategies, further improve energy efficiency and reduce operational costs associated with oil-based cutting waste treatment. By maximizing energy efficiency, oil sludge treatment plant enables industries to minimize their carbon footprint and achieve cost savings while simultaneously addressing waste management challenges.
Hazardous Waste Reduction
Pyrolysis technology plays a pivotal role in the reduction of hazardous waste generated from oil-based cutting operations. Oil-based cutting waste often contains hazardous substances such as heavy metals, hydrocarbons, and volatile organic compounds, posing significant environmental and health risks if improperly managed. Pyrolysis offers an effective and environmentally sound method for neutralizing hazardous constituents present in oil-based cutting waste, thereby rendering it safer for disposal or reuse. Through the thermal decomposition of hazardous compounds, pyrolysis technology facilitates the conversion of hazardous waste into inert byproducts, minimizing the potential for environmental contamination and human exposure to harmful substances. By mitigating the risks associated with hazardous waste generation, oil sludge pyrolysis plant contributes to the protection of public health and the environment.
Cost-Effectiveness
The cost-effectiveness of oil sludge pyrolysis machinery further underscores its advantages for oil-based cutting waste treatment. While initial investment costs may be substantial, the potential for revenue generation from the sale of pyrolysis byproducts offsets operational expenses and yields long-term financial benefits. Moreover, regulatory incentives and compliance with environmental regulations may provide additional cost savings and mitigate financial risks associated with waste management. Additionally, the utilization of pyrolysis byproducts, such as biochar and bio-oil, can create revenue streams and contribute to overall profitability. By balancing cost considerations with environmental and social benefits, oil sludge pyrolysis plant offers a compelling economic case for the sustainable treatment of oil-based cutting waste.
Conclusion
In conclusion, oil sludge pyrolysis plant represents a versatile and environmentally sustainable solution for the treatment of oil-based cutting waste, offering numerous advantages in terms of environmental sustainability, resource recovery, energy efficiency, hazardous waste reduction, and cost-effectiveness. By harnessing the potential of pyrolysis technology, industries can address waste management challenges while simultaneously realizing economic, environmental, and social benefits. As global awareness of environmental issues continues to grow, the adoption of pyrolysis technology for oil-based cutting waste treatment is poised to expand, paving the way for a more sustainable and resource-efficient future.
In the realm of sustainable waste management practices, plastic pyrolysis stands as a pioneering method that holds immense promise. This innovative process involves the thermal decomposition of plastic materials in the absence of oxygen, generating valuable end products and mitigating the adverse environmental impacts caused by plastic pollution.
Plastic Waste
Understanding the Mechanism of Plastic Pyrolysis
Plastic pyrolysis operates on the principle of high-temperature degradation, typically exceeding 300 degrees Celsius, where plastics undergo thermal breakdown without combustion by a plastic pyrolysis machine. This process occurs within a specialized reactor, where the absence of oxygen prevents complete burning, allowing the transformation of plastic waste into useful by-products.
The core stages of plastic pyrolysis encompass:
1. Pre-treatment:
Before entering the reactor, plastic waste undergoes sorting and shredding, ensuring uniformity and facilitating the subsequent thermal decomposition process.
2. Pyrolysis Reaction:
The plastics, subjected to elevated temperatures in the absence of oxygen, disintegrate into smaller molecules. This decomposition yields various products, including pyrolysis oil, syngas, and char.
3. Product Recovery:
Post-reaction, the resulting by-products undergo further refining and separation. Pyrolysis oil, a valuable output, finds application as a fuel source or a precursor in the production of new plastics.
4. Residue Handling:
The leftover solid residue, known as char, can serve multiple purposes, such as a carbon-rich additive in agricultural soil amendments or as an input in industrial processes.
Benefits of Plastic Pyrolysis
The process of plastic pyrolysis holds multifaceted advantages that contribute significantly to sustainable waste management and environmental conservation:
1. Reduction of Plastic Pollution:
By converting plastic waste into valuable resources, plastic pyrolysis significantly curtails the burden of plastic pollution on landfills and ecosystems, thus mitigating environmental degradation.
2. Resource Recovery:
The derived pyrolysis oil and syngas serve as valuable energy sources, diminishing reliance on fossil fuels and promoting a circular economy by reusing plastic materials.
3. Emission Mitigation:
Compared to traditional incineration methods, plastic pyrolysis exhibits lower greenhouse gas emissions due to the absence of complete combustion, contributing to a greener and more sustainable future.
4. Versatile Applications:
The recovered by-products, including pyrolysis oil and char, find applications across various industries from plastic to oil machine, ranging from energy generation to the synthesis of new materials.
Challenges and Innovations in Plastic Pyrolysis
While plastic pyrolysis presents an array of benefits, certain challenges impede its widespread adoption. One such challenge lies in optimizing the process to ensure higher yields of valuable by-products while minimizing energy input.
Innovation plays a pivotal role in addressing these challenges. Ongoing research focuses on enhancing the efficiency of plastic pyrolysis through technological advancements, catalyst utilization, and process optimization. By leveraging cutting-edge techniques, such as microwave-assisted pyrolysis or catalytic pyrolysis, researchers aim to improve the quality and quantity of the end products derived from plastic waste with plastic to fuel plant.
Future Prospects and Sustainability
The future of plastic pyrolysis appears promising as advancements continue to refine this waste management methodology. Integration with other sustainable practices and technologies further augments its potential impact on global waste reduction and resource recovery.
The development of decentralized plastic pyrolysis facilities holds the promise of localized waste management solutions, reducing transportation costs and enhancing the circularity of plastic materials within local communities.
Moreover, increased awareness and governmental support for sustainable waste management initiatives, including plastic pyrolysis, pave the way for a more environmentally conscious approach to handling plastic waste on a global scale.
In conclusion, plastic pyrolysis emerges as a beacon of hope in the quest for sustainable waste management solutions. Its ability to transform plastic waste into valuable resources while mitigating environmental harm underscores its significance in shaping a more sustainable and greener future for generations to come. More information from Beston Group.
Sustainable agriculture is at the forefront of modern farming practices. As the world seeks environmentally friendly solutions to feed a growing population, mobile biochar machines have emerged as a game-changer. In this comprehensive 1500-word post, we’ll explore the world of mobile biochar machine, how they work, their applications, and the profound impact they can have on sustainable agriculture.
BST-05Pro Skid-mounted Mobile Biochar Machine Shipped to Sweden in 2023
1: The Need for Sustainable Agriculture
To set the stage, this chapter discusses the critical importance of sustainable agriculture in addressing global food security, soil degradation, and environmental concerns.
2: Understanding Biochar
Before diving into mobile biochar machines, it’s essential to understand what biochar is, how it’s made, and why it’s so valuable for agriculture. This chapter provides an in-depth overview.
3: The Birth of Mobile Biochar Machines
Discover the origins and development of mobile biochar machines, tracing their evolution from stationary units to portable, on-the-go solutions.
4: How Mobile Biochar Machines Work
This chapter delves into the mechanics of mobile biochar machines, explaining their key components, operating principles, and the various feedstocks they can process.
5: Benefits of Mobile Biochar Machines
Explore the numerous advantages that mobile biochar machines offer to farmers and the environment, from improved soil health to carbon sequestration.
6: Applications in Agriculture
One of the main strengths of biochar plant is their versatility. This chapter examines how they can be used in different agricultural settings, from small-scale farms to large plantations.
7: Impact on Soil Health
Healthy soil is the foundation of successful agriculture. Learn how mobile biochar machines can enhance soil fertility, water retention, and nutrient availability.
8: Carbon Sequestration and Climate Change Mitigation
Discover how mobile biochar machines play a crucial role in carbon sequestration, helping to mitigate climate change by trapping carbon in the soil.
9: Success Stories
Real-world examples showcase the transformative impact of mobile biochar machines on farms and communities worldwide.
10: Challenges and Future Developments
No technology is without its challenges. This chapter discusses the obstacles faced by mobile biochar machines and explores potential advancements on the horizon.
11: Making Mobile Biochar Machines Accessible
Accessibility is key to widespread adoption. This chapter examines initiatives and policies aimed at making mobile biochar machines available to a broader range of farmers.
12: A Sustainable Agricultural Revolution
In conclusion, mobile biochar machines represent a sustainable agricultural revolution. Their ability to produce biochar on-site, enhance soil health, and mitigate climate change positions them as a critical tool in modern farming. By embracing this technology, farmers worldwide can take a significant step toward achieving sustainable, resilient, and environmentally friendly agriculture.
Final Thoughts
As the world grapples with the challenges of feeding a growing population while preserving the planet, biochar machine offers a beacon of hope. Their mobility, versatility, and positive impact on agriculture and the environment make them a key player in the quest for a sustainable future.
Biochar is a useful product derived from agricultural waste and has wide application potential. Using biochar can improve soil quality, reduce waste disposal problems, and provide sustainable solutions for agriculture and the environment. In this article, you will see how to use biochar production machines to convert agricultural waste into useful biochar.
Definition and Characteristics of Biochar
Biochar is a kind of carbonaceous product obtained by pyrolysis or gasification of organic matter. It has the characteristics of high carbon content, low volatility, high porosity and good chemical stability. These characteristics make biochar have a wide application prospect in agriculture and environment.
Choice of Agricultural Waste
In the process of biochar preparation, it is crucial to select the right agricultural waste for biochar machine. Common agricultural wastes include straw, rice husks, wood chips and so on. These wastes usually contain large amounts of cellulose and hemicellulose, which can be used as raw materials for biochar.
Working Principle of Biochar Machine
Biochar production machines typically use pyrolysis or gasification technology to heat agricultural waste to high temperatures for decomposition and transformation. It mainly includes the following steps:
Pretreatment: Agricultural waste needs to be treated, including crushing, drying and screening. This helps to improve the yield and quality of biochar.
Heating: The pre-treated waste is fed into the biochar production machine, which is heated to high temperature conditions.
Pyrolysis/gasification: Under high temperature conditions, the organic material in the waste begins to decompose and convert into biochar. A large amount of thermal energy and gas byproducts are produced during pyrolysis, which can be further utilized.
Cooling and collection: After pyrolysis/gasification of the carbonization machine, biochar needs to be cooled and collected. The cooling process helps stabilize the structure of the biochar and prevents further pyrolysis reactions.
Application of Biochar
Biochar has a wide range of application prospects, mainly including the following aspects:
Soil amendments: Biochar can be used as a soil amendment to improve the physical and chemical properties of soil. It can increase the water retention and fertilizer retention capacity of soil, improve soil fertility and crop yield.
Environmental pollution control: Biochar can be used to adsorb and remove harmful substances and heavy metal ions from water, reducing water pollution problems. In addition, biochar can reduce greenhouse gas emissions and reduce the impact of climate change.
Agricultural waste treatment: The preparation process of biochar can effectively convert agricultural waste into useful products, reducing the problem of waste disposal. This helps to reduce the environmental load and enable recycling.
Energy utilization: Biochar can be used as a form of biomass energy, for example as a solid fuel or as a biomass fuel additive. It can replace traditional fossil fuels and reduce dependence on non-renewable energy sources.
Resource utilization: Biochar production machines can convert agricultural waste into useful biochar for efficient use of resources.
Environmentally friendly: The thermal energy and gas byproducts generated during the preparation of biochar can be further utilized to reduce environmental pollution.
However, biochar production machines also face some challenges:
Technical requirements: biochar production machines need to have high temperature heating, gas treatment and waste collection technology, which requires high requirements for equipment and operators.
Economic feasibility: The cost of biochar production and market demand are important considerations when using biochar production machines.
You can visit Beston Group for more messages about converting agricultural waste into useful biochar.